
L'emboutissage est un processus de formage du métal consistant à réduire le diamètre d'une tige ou d'un tube en le forçant dans une matrice à l'aide d'un coup alternatif. Cela déforme plastiquement le métal et le force à s'écouler dans la matrice et acquiert la forme de la cavité de la matrice. Le concept fondamental est similaire au processus de forgeage, mais la différence est qu'il utilise une matrice alternative pour le martelage répété, ce qui force le métal dans la matrice. La cavité de la matrice contient la forme exacte que nous voulons produire sur tige ou tube. Ce processus est utilisé pour former des tournevis, une panne de fer à souder, etc.
C'est un processus de travail à froid. Le processus se déroule en deux parties. Dans la première partie de ce processus, une tige ou un tube circulaire est fabriqué par d'autres procédés de formage du métal comme le forgeage, l'extrusion, l'étirage, etc. Cette tige a la dimension exacte dont nous avons besoin dans le produit final. Maintenant, le processus d'emboutissage réel se produit.
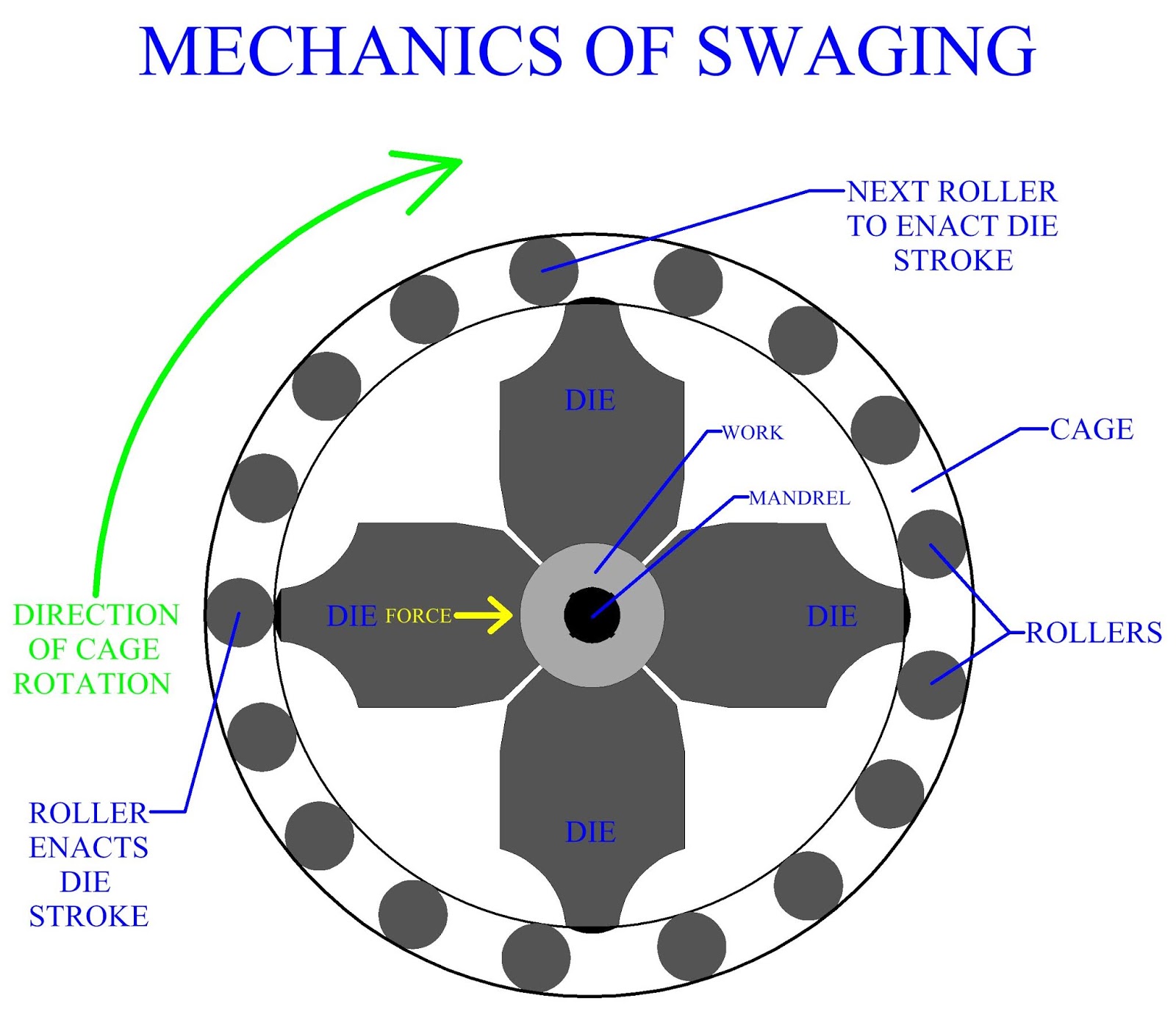
La deuxième partie est également connue sous le nom d'emboutissage rotatif dans lequel une tige ou une pièce fabriquée par d'autres procédés est maintenue fixe dans une matrice d'emboutissage et une matrice mobile tourne autour d'elle. Cette matrice rotative a des composants alternatifs qui permettent de frapper la pièce à une vitesse de 10 à 20 coups par seconde. De nombreux coups sont nécessaires pour terminer le formage de la pièce à usiner. Il forme une cavité selon la matrice sur la pièce à usiner. Ce processus est principalement utilisé pour pointer l'extrémité de la pièce à usiner ou pour convertir l'extrémité dans la forme souhaitée selon les besoins des tournevis, des petits outils à main, etc. Il est également utilisé pour produire un arbre d'entraînement creux, un amortisseur, etc.
Swaging is a metal forming process of reducing diameter of a rod or tube by forcing it into a die with the help of reciprocating blow. This plastically deforms the metal and force it to flow into die and acquires die cavity shape. The fundamental concept is similar to forging process but the difference is that it uses reciprocating die for repeated hammering, which forces the metal into die. The die cavity contain the exact shape which we want to produce on rod or tube. This process is used to form screw drivers, soldering iron tip etc.


- Log in to post comments